About
Comprehensive Container Handling Solutions.
What is Container Handling Equipment?
Container handling equipment refers to specialized automation systems used to guide, transport, orient, separate, clean, invert, and process containers throughout high-speed manufacturing and packaging operations. These systems play a critical role in maintaining production efficiency, product quality, and operational reliability across industries including food and beverage, pharmaceuticals, nutraceuticals, personal care, household products, and consumer packaged goods (CPG).
Modern container handling systems help manufacturers reduce downtime, improve container control, minimize product contamination risks, and optimize overall packaging line performance.
Container Handling Solutions from Carleton Helical Technologies
Carleton Helical Technologies (CHT) is a leading manufacturer of custom container handling equipment designed to improve efficiency, accuracy, and reliability in demanding production environments. Our equipment is engineered for seamless integration into new and existing packaging lines and is built to support high-speed operations with exceptional precision.

 (1)")

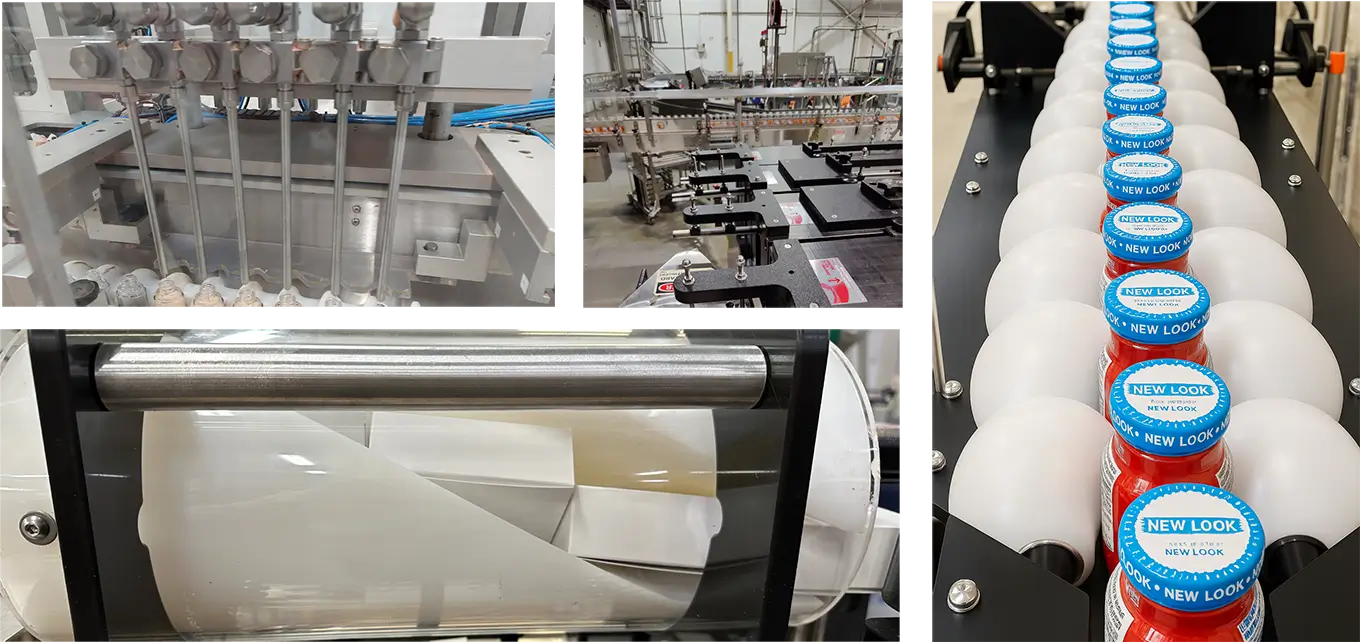

Every solution we produce reflects our commitment to precision engineering, innovation, and long-term operational performance. Our advanced ionized air rinsers help remove debris, dust, and static contamination to ensure containers are thoroughly cleaned prior to filling and packaging. Our precision-engineered feedscrews (timing screws) provide accurate container spacing, orientation, and synchronization for seamless movement through automated production systems.
Carleton Helical Technologies also specializes in custom can inverting systems and beer handling equipment designed specifically for brewery and beverage packaging applications. These industry-focused solutions demonstrate our ability to deliver reliable, application-specific automation systems that improve efficiency, product quality, and line performance.
All container handling systems are designed and manufactured in-house by Carleton Helical Technologies, allowing us to deliver exceptional quality control, custom engineering support, and dependable performance for manufacturers throughout North America.
What sets Carleton Helical Technologies apart is our commitment to customer success and long-term operational performance. Because all container handling systems are engineered and manufactured in-house, we maintain strict quality control while delivering custom automation solutions tailored to each customer’s unique production requirements. From initial concept development and engineering design to manufacturing, and integration, our team partners with customers every step of the way to ensure reliable performance and seamless implementation.
Selecting the right container handling equipment is essential for maximizing efficiency, reliability, and long-term production performance. Carleton Helical Technologies delivers precision-engineered container handling solutions designed to support the unique needs of modern packaging operations. Contact our team today to discuss your application requirements and discover how our custom-engineered systems can improve efficiency, reduce downtime, and optimize your production line performance.
Our History
Carleton Helical Technologies is a family-owned and operated manufacturer with a decades-long legacy of innovation in container handling and packaging automation. Since its founding, the company has combined precision engineering, in-house manufacturing, and customer-focused problem solving to deliver advanced packaging solutions for manufacturers across North America.
1979 — The Beginning
David Carleton began machining custom packaging components in Southampton, Pennsylvania, supporting and upgrading packaging lines for manufacturers throughout the region. This hands-on engineering approach laid the foundation for Carleton Inc.
1987 — Feedscrew Manufacturing Expansion
Carleton began designing and manufacturing precision Feedscrews (timing screws) for OEMs and end users, establishing the company as a trusted partner in container handling automation.
1989 — BMH Invertor Introduced
The innovative BMH Invertor was added to the growing product portfolio, expanding Carleton’s container handling capabilities.
1990 — Official Incorporation
The business was formally incorporated as Carleton Inc., marking a major milestone in the company’s growth and long-term vision.
1994 — Facility Expansion & Container Cleaning Innovation
Carleton relocated to a larger manufacturing facility in New Britain, Pennsylvania, enabling the production of more advanced machinery and custom-engineered systems. That same year, the company introduced its first Container Cleaning System utilizing patented BMH Invertor technology.
1996 — Carleton Helical Technologies
The company rebranded as Carleton Helical Technologies to reflect its expanding technological expertise and engineering innovation.
1998 — Parametric Software Integration
Carleton partnered with leading software developers to implement parametric-driven Feedscrew design software, improving engineering precision and manufacturing efficiency.
2002 — Adoption of 3D Printing Technology
The company integrated 3D printing into its manufacturing processes, increasing speed, customization capabilities, and prototype accuracy.
2007 — Leadership Transition
Nicholas Carleton was appointed President of Carleton Helical Technologies, continuing the family legacy and guiding the company into a new era of growth and innovation.
2010 — Third Generation Leadership
The third generation of the Carleton family joined the company, driving continued innovation including expansion of the Ionized Air Container Cleaning product line and development of the HelixPro system.
